
- Đặc tính của Titan trong quá trình hàn
- Những điều cần chuẩn bị trước khi hàn hợp kim titan
- Làm sạch bề mặt
- Chọn khí bảo vệ phù hợp
- Chọn dây hàn phù hợp
- Kỹ thuật hàn titan cơ bản cho người mới bắt đầu
- Các vấn đề cần chú ý trong việc hàn titan hiệu quả
- Xử lý và chuẩn bị tốt titan hàn
- Quy định vệ sinh khi hàn titan
- Điều chỉnh để giảm thiểu tiếp xúc với nhiệt
- Bảo vệ và làm sạch khí trong hàn titan
- Lựa chọn thiết bị hàn titan
- Đơn vị nào cung cấp các vật liệu titan uy tín?
Titan là một kim loại có tính phản ứng cao, đó là lý do tại sao trước đây nó chỉ được hàn trong các khoang kín. Tuy nhiên, cách hàn titan không khó như người ta tưởng. Với biện pháp phòng ngừa và che chắn phù hợp, bạn có thể dễ dàng thực hiện việc này. Trong bài viết này, mình sẽ chia sẻ cho bạn kỹ thuật hàn titan đúng cách cho bạn tham khảo nhé.
Đặc tính của Titan trong quá trình hàn
- Tỷ trọng thấp hơn hầu hết các kim loại khác
- Không có tính đàn hồi
- Titan có điểm nóng chảy cao hơn hầu hết các kim loại khác được sử dụng trong quá trình hàn
- Kim loại này dễ bị phản ứng và nhiễm bẩn
- Dễ uốn nắn

Những điều cần chuẩn bị trước khi hàn hợp kim titan
Làm sạch bề mặt
Nên chuẩn bị kỹ lưỡng bề mặt trước khi hàn. Tuy nhiên, với titan, bạn cần đặc biệt cẩn thận. Bề mặt hàn càng sạch thì mối nối càng chắc. Dầu, bụi, bẩn, rỉ sét, chất lỏng cắt và sơn có thể làm cho mối nối trở nên giòn, được coi là mối hàn hỏng.
Để đảm bảo mối hàn chắc và bền, hãy làm theo ba điểm sau:
- Làm sạch bề mặt hàn
- Làm sạch không gian làm việc của bạn
- Mỏ hàn sạch
Khi một trong những bề mặt này không được làm sạch, cuối cùng bạn có thể làm bẩn vật gia công của mình. Để loại bỏ tất cả các hạt, bụi bẩn không mong muốn khỏi bề mặt, bạn nên sử dụng chất tẩy rửa hóa học được thiết kế dành riêng cho titan.

Đối với bề mặt làm việc, sử dụng chất tẩy rửa bằng hơi nước và dung dịch natri hydroxit pha loãng để loại bỏ tất cả bụi bẩn. Sau đó sử dụng máy sấy tóc nóng để loại bỏ tất cả độ ẩm khỏi khu vực làm việc.
Cẩn thận không sử dụng máy thổi khí nóng trên bất kỳ dung môi hóa học dễ cháy nào. Bạn cần đảm bảo rằng các hóa chất tẩy rửa được sử dụng để làm sạch phôi là loại không bắt lửa. Đảm bảo làm sạch tất cả các thiết bị và lau khô hoàn toàn trước khi sử dụng.
Chọn khí bảo vệ phù hợp
Vì titan phản ứng dễ dàng với không khí nóng, dầu, bụi bẩn, độ ẩm và các kim loại khác để tạo thành các hợp chất giòn nên việc sử dụng khí bảo vệ chính xác là điều cần thiết nếu muốn đảm bảo an toàn.
Hãy chắc chắn rằng mối hàn là chặt chẽ. Thông thường, hầu hết các thợ hàn sử dụng argon tinh khiết 99,999% cho quy trình này. Chỉ argon và heli thực sự tinh khiết mới mang lại sự bảo vệ tối ưu cho môi trường xung quanh.
Chọn dây hàn phù hợp
Khi chọn kim loại phụ để hàn titan và hợp kim của nó, bạn nên chọn dây chủ yếu có các đặc tính giống như kim loại cơ bản. Bạn cũng có thể chọn dây có độ bền thấp hơn một lớp so với kim loại cơ bản. Trong một số trường hợp, thợ hàn thậm chí có thể sử dụng hoàn toàn một dây phụ khác.
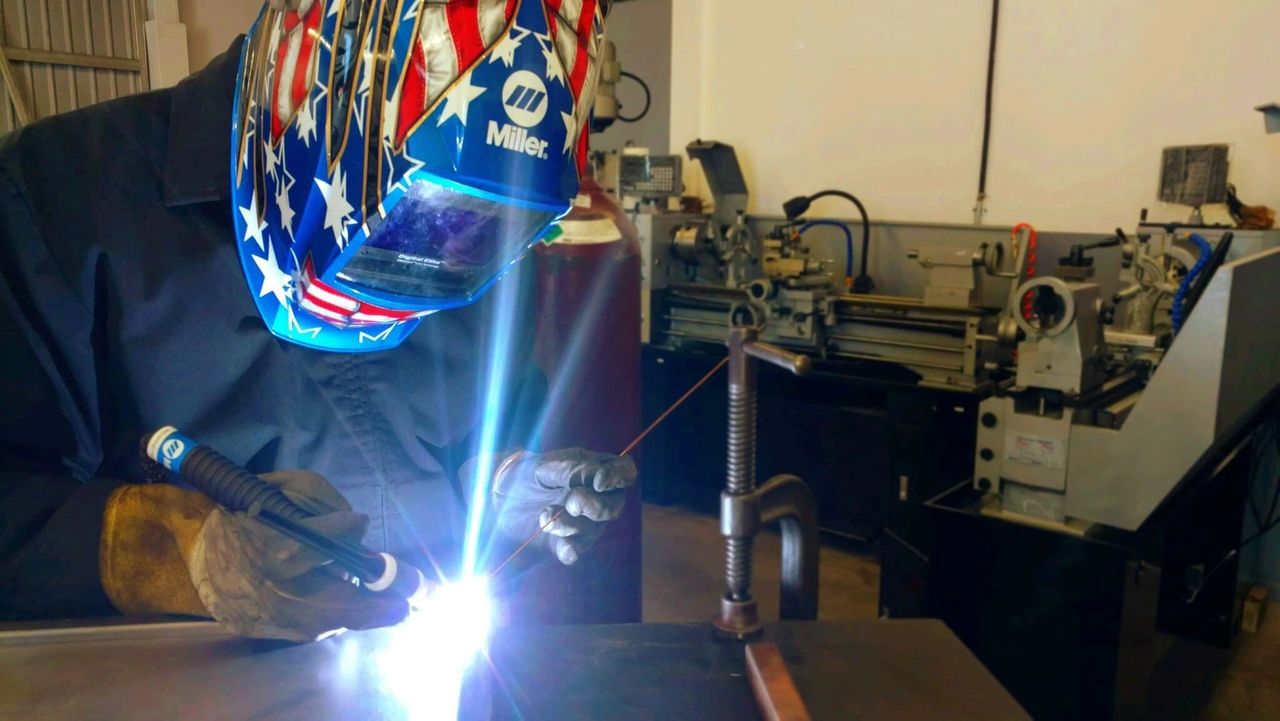
Kỹ thuật hàn titan cơ bản cho người mới bắt đầu
Khi hàn titan và các hợp kim của nó, độ bền của mối hàn phải được giới hạn để tránh quá nhiệt cho vùng ảnh hưởng nhiệt. Đối với hàn titan bằng điện cực không nóng chảy, cường độ hàn không được vượt quá 300A.
Dòng này thường được sử dụng để hàn một chiều các tấm hợp kim không có mặt vát dưới 3 mm. Khi độ dày lớn thì cần vát mép, góc mở 70º-90º, khe hở mép 1,5-2mm. Nhiều lớp được hàn và lấp đầy bằng dây. Nếu chiều dày lớn hơn, từ 20 – 25 mm thì nên vát mép chữ U để tạo hình dáng đẹp cho mối hàn.
Khi hàn, không nên đung đưa mỏ hàn để tránh làm gián đoạn khí bảo vệ, giữ cho hồ quang ngắn, điện cực và điện cực phải ở khoảng 90 °. Có một dòng dây hàn ổn định. Khi đường hàn có màu trắng bạc nghĩa là khả năng bảo vệ tốt, chất lượng đường hàn được đảm bảo. Màu xanh lá cây và màu vàng biểu thị lớp bảo vệ bị hỏng, màu xám tương ứng với lớp bảo vệ kém.

Các vấn đề cần chú ý trong việc hàn titan hiệu quả
Xử lý và chuẩn bị tốt titan hàn
Sạch sẽ là chìa khóa để thành công. Điều quan trọng là không chạm vào vật liệu bằng tay của bạn. Dầu mỡ và bụi bẩn có thể làm nhiễm bẩn vật liệu hàn. Nên đeo găng tay nitrile (hoặc găng tay không xơ khác) trong quá trình chuẩn bị. Điều này giúp tránh bụi, kể cả từ nhôm, thép không gỉ và các hợp kim thông thường khác.
Các công cụ bạn sử dụng để cắt và mài titan phải là loại dành riêng cho titan. Không sử dụng các công cụ mài mòn mềm. Có thể gây nhiễm chéo nếu sử dụng.
Quy định vệ sinh khi hàn titan
- Đeo găng tay nitrile. Thấm chất tẩy rửa công nghiệp như axeton hoặc metyl etyl xeton (MEK) lên vải không xơ. Lau cả trong và ngoài nếu vật liệu là ống titan để loại bỏ thật sạch các vết bẩn, đảm bảo quá trình hàn
- Giống như nhôm, titan cũng chứa các oxit phải được loại bỏ trước khi hàn.
- Không sử dụng thép hoặc chất mài mòn cho nhiệm vụ này. Bởi vì những vật liệu này có thể gây ô nhiễm kim loại cơ bản.
- Lau lại kim loại cơ bản bằng axeton hoặc vải MEK.
- Lau sạch kim loại phụ bằng axeton hoặc MEK. Đảm bảo không truyền chất gây ô nhiễm qua thanh nạp. Đặt thanh làm đầy trong hộp kín. Nếu thanh phụ bị hở, hãy vệ sinh lại trước khi hàn.
- Kẹp đầu mỏ hàn trước khi bắt đầu hàn để lộ titan nguyên chất ở đầu mỏ hàn.

Điều chỉnh để giảm thiểu tiếp xúc với nhiệt
Theo nguyên tắc chung, các hoặc titan có độ dày nhỏ hơn 5mm nên được hàn tự động.Bạn nên thêm kim loại phụ cho đến khi độ dày vượt quá 5mm. Mặc dù AWS D10.6 khuyến nghị rãnh chữ V có độ dày hơn 2,4mm và rãnh chữ U có độ dày hơn 9,5mm.
Ưu điểm của hàn tự động là có thể giảm nhiệt. Nó cũng giảm thiểu nguy cơ chất gây ô nhiễm xâm nhập vào bể nóng chảy thông qua chất độn kim loại.
Bảo vệ và làm sạch khí trong hàn titan
Titan phản ứng mạnh nhất với oxy khi vượt quá ngưỡng nhiệt độ nhất định. Hiệu quả dao động từ 500 đến 800 độ F. Do đó, điều quan trọng là phải che chắn vũng hàn bằng khí bảo vệ cho đến khi nó giảm xuống dưới nhiệt độ này.
Hầu hết hàn titan được thực hiện trong môi trường ngoài trời. Các buồng tinh khiết cung cấp khả năng bảo vệ cao nhưng rất đắt tiền. Nó cũng mất nhiều thời gian hơn.
Lựa chọn thiết bị hàn titan
Việc hàn các titan tương đối đơn giản và nên hàn chúng trong quá trình lắp đặt. DC Điện Cực Âm (DCEN). Không yêu cầu khả năng hàn AC. Một số điểm cần chú ý khi hàn titan:
- Khả năng bắt đầu một hồ quang tần số cao là rất quan trọng. Vì vonfram không bao giờ chạm vào chất nền.
- Khả năng tạo xung rất hữu ích trong việc giảm nhiệt đầu vào, cải thiện độ ổn định của hồ quang và tăng khả năng xuyên thấu.
- Chọn thợ hàn có khả năng cường độ thấp hơn. Nguồn cung cấp nằm trong khoảng từ 3 đến 200 ampe, cung cấp phạm vi tuyệt vời cho hầu hết các ứng dụng hàn

Đơn vị nào cung cấp các vật liệu titan uy tín?
Nếu bạn đang tìm nhà cung cấp các vật liệu titan tốt, bạn có thể tham khảo DTP
Công ty Cổ phần Kỹ thuật Công nghệ DTP được biết đến là một trong những đơn vị nổi tiếng cung cấp các giải pháp kỹ thuật và sản phẩm trong lĩnh vực thiết bị trao đổi nhiệt, chống ăn mòn kim loại, vật liệu titan,… đặc biệt cho khu dân cư, máy móc sản xuất trong và ngoài nước.
DTP luôn nhanh chóng giải quyết các rủi ro trong vận hành thiết bị và giúp khách hàng duy trì hoạt động sản xuất không bị gián đoạn. Đó là lý do đơn vị luôn được khách hàng tin tưởng và tín nhiệm khi sử dụng các giải pháp và sản phẩm của DPT.
Hơn nữa, DTP sẽ mang đến cho bạn các giải pháp, dịch vụ, sản phẩm chất lượng cao và trong tình trạng tốt với chi phí hợp lý nhất để bạn hài lòng.

Chi tiết liên hệ DTP:
- Địa chỉ: 759/7A Hương lộ 2. KP. 2, P. Bình Trị Đông, Q. Bình Tân, TP. HCM
- Hotline: 0938266100
- Email: info@dtptech.vn
- Website: https://dtptech.vn/
Hy vọng bài viết này đã giúp bạn hình dung được kỹ thuật hàn titan để có thể rèn luyện kỹ năng hàn của bạn một cách tốt nhất nhé















Ý kiến bạn đọc (0)